
Аппараты конденсаторной сварки FARADAY используются в разных сферах: машиностроение, электротехника, электроника, производство ювелирных изделий, нефтесервис, пищевая промышленность, оружейное производство.
Статьи
Подписаться на RSS
Фиксация выводов электрохимической защиты (ЭХЗ)
Аппараты конденсаторной сварки FARADAY применяются для фиксации выводов электрохимической защиты (ЭХЗ) к основанию магистральных газовых и нефтяных трубопроводов. Конденсаторная сварка позволяет осуществлять приварку крепежных элементов (как правило, шпилек) к любому стальному основанию за короткое время (0,001-0,003 секунды), при очень небольшой глубине провара (примерно 0,3 мм). Прочность соединения при этом остается высокой – при нагрузках деформируется само тело крепежного элемента, а не место сварки. Сами шпильки могут быть выполнены из стали с покрытием (омеднение, никелирование и пр.) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
Одним из самых больших достоинств технологии является простота установки:
1. Сталь зачищается от окалины, ржавчины и грязи.

2. Прриварка шпилек конденсаторным разрядом.
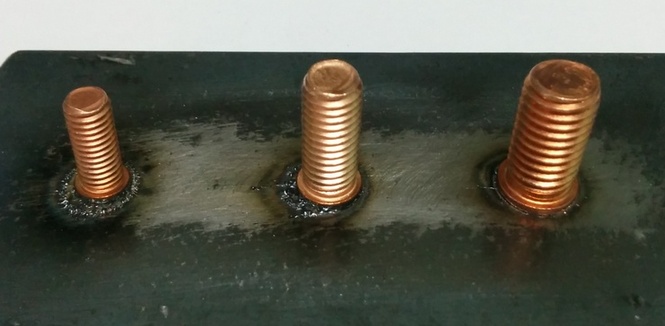
3. Провидится монтаж выводов ЭХЗ.
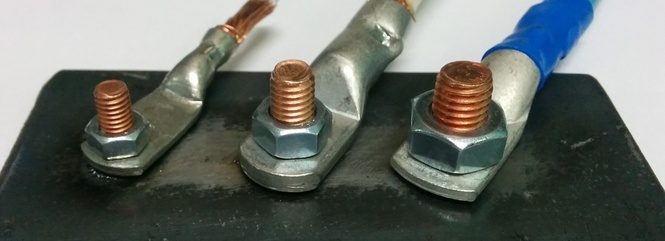
Приварные шпильки бывают со специальным увеличенным фланцем, для лучшего контакта:


Видео процеса установки: http://studwelding.ru/video#video-597379
Звезды с аллеи чемпионов на курорте "Роза Хутор"
В 2016 году на горнолыжном курорте «Роза Хутор» появилась Аллея олимпийских чемпионов.


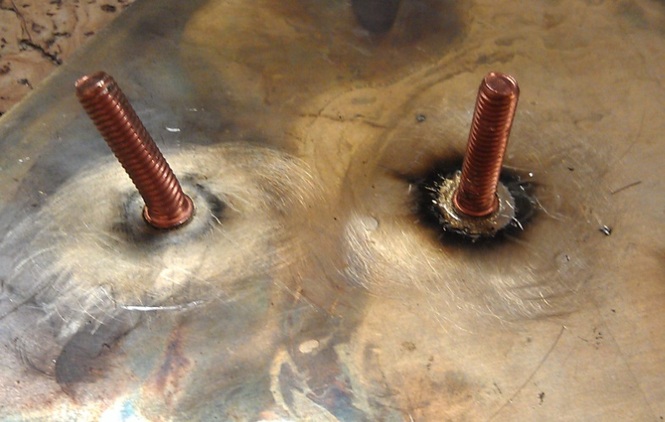
Изначально детали латунной звезды крепились к граниту при помощи двухкомпонентного эпоксидного клея. Спустя полгода детали отклеились и потребовалось изготовить альтернативное крепление. С обратной стороны к латунным деталям звезд были приварены стальные шпильки с помощью аппарата конденсаторной сварки FARADAY CD 1400.



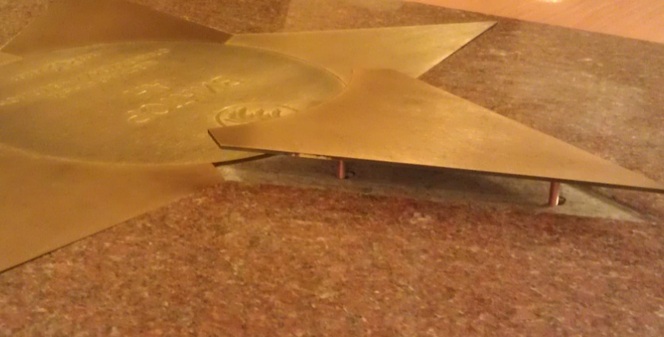

Конденсаторная сварка обладает отличительной особенностью, а именно, провар минимален и отсутствуют следы повреждения с обратной стороны основания, что особенно важно при работе с металлом малой толщины. Переделка звезд происходила непосредственно на объекте. Далее латунные детали были закреплены на гранитной плите и в таком виде были установлены на набережной курорта.
Прочность приварки конденсаторной сварки, несмотря на минимальный уровень провара, очень высокая: при нагрузках происходит деформация самой шпильки, а не места сварки. Материал шпилек может быть различным – сталь, нержавейка, латунь, алюминий.
Настройка аппарата конденсаторной сварки FARADAY (Фарадей)
Механические характеристики сварочного шва определяются, правильной настройкой параметров сварки, которая включает в себя:
- подбор величины энергии разряда за счет изменении напряжения конденсаторной батареи,
- настройку усилия прижимной пружины сварочного пистолета и зазора между метизом и цангой;
- правильная организация заземления;
- правильный подбор сочетаний свариваемых материалов;
Выбор величины энергии разряда
Оптимальные напряжения сварки для комбинации материалов «сталь-сталь» приведены в таблицах для обоих аппаратов. Для других комбинаций материалов оптимальное напряжение может немного отличаться от рекомендованного и должно подбираться опытным путем.
|
D, диаметр |
FARADAY CD 1400 |
|
|
U, напряжение |
P, мощность |
|
|
3 мм |
70 В |
162 Дж |
|
4 мм |
100 В |
330 Дж |
|
5 мм |
115 В |
436 Дж |
|
6 мм |
140 В |
648 Дж |
|
7 мм |
180 В |
1070 Дж |
|
8 мм |
200 В |
1320 Дж |
Настройка пистолета для приварки метизов
Усилие прижимной пружины сварочного пистолета на качество сварки влияет заметно меньше чем напряжение, в основном от него зависит длительность сварочного цикла, чем больше усилие, тем меньше время сварки.
Настройка цанги метиза
Цанги для установки метизов сварочных пистолетов DC однотипные. Они отличаются только диаметром внутреннего отверстия для возможности установки метизов разного диаметра. Другую конструкцию имеют цанги для приварки лепестков заземления и гвоздей.
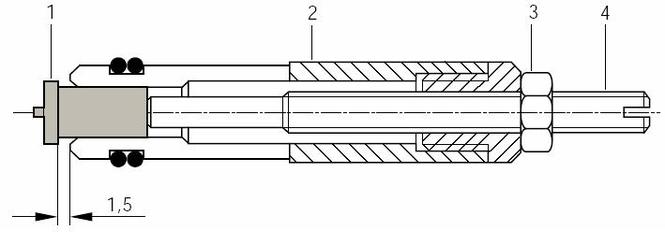
1. Метиз
2. Цанга
3. Контргайка
4. Стопорный винт
Для различных диаметров метизов требуются различные цанги. Настройте цангу метиза следующим образом:
- Ослабьте контргайку (3)
- Вставьте метиз (1) в цангу.
- Расстояние между передней кромкой фланца метиза и торцом цанги должно быть в пределах приблизительно 5 мм (как изображено на рисунке).
- Метиз должен войти в контакт со стопорным винтом (4). (ВАЖНО!)
- Настройте стопорный винт (4) в цанге метиза, вращая его, пока расстояние от передней кромки фланца метиза и торца цанги не достигнет 5 мм.
- Зафиксируйте стопорный винт (4) посредством контргайки (3)
- Для метизов длиной от 20 до 40 мм. стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.
Установка цанги метиза в сварочный пистолет
Иллюстрация, приведенная ниже, показывает, как устанавливать цангу в пистолет DC для приварки метизов. Сварочный пистолет DC может иметь вместо опорных ножек (1) съемную опорную трубу.
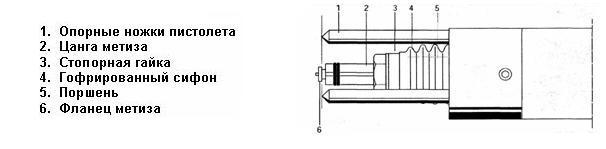
- Ослабьте стопорную гайку (3) торцовым ключом;
- Вставьте цангу метиза (2) в пружинный поршень (5), пока она не упрётся.
- Закрепите цангу (2) завернув стопорную гайку (3).
Фланец метиза должен выходить за вершины опорных ножек пистолета или опорной трубы. Если это не так, выньте обойму метиза из пистолета и откорректируйте выступание метиза посредством стопорного винта цанги!
Правила организации заземления
Из-за малого времени сварки для получения равномерного сварного шва по всей площади основания метиза необходимо правильно произвести заземление рабочей поверхности. Все аппараты конденсаторной сварки имеют в комплекте по два кабеля заземления. Заземление должно производиться с двух сторон от места сварки, при этом нужно стремиться к тому, что бы путь для прохождения сварочного тока был примерно одинаков для каждого кабеля заземления. Если заземление произведено только с одной стороны, или на пути тока встречаются массивные металлические детали, распределение сварочного тока будет несимметрично относительно основания метиза и качество сварки с разных сторон основания может быть разным (эффект «выдувания дуги»).
Выбор сочетаний материалов для сварки
При выборе сочетаний материалов основы и приварных изделий можно использовать данные таблицы:
|
МАТЕРИАЛ ОСНОВЫ |
МАТЕРИАЛ МЕТИЗА |
|||
|
Мягкая сталь Ст.35 |
Нержавеющая сталь Cr-Ni |
Алюминий Al 99.5, AlMg 1-5 |
Латунь CuZn 37 |
|
|
Мягкая сталь, Ст.35 |
Отлично |
Отлично |
Плохо |
Отлично |
|
Средне углеродистая сталь, Ст.60 |
Хорошо |
Хорошо |
Плохо |
Хорошо |
|
Оцинкованная сталь |
Хорошо |
Хорошо |
Плохо |
Плохо |
|
Нержавеющая сталь, Cr-Ni |
Отлично |
Отлично |
Плохо |
Отлично |
|
Латунь, CuZn 37-30 |
Хорошо |
Хорошо |
Плохо |
Отлично |
|
Медь, Cu |
Хорошо |
Хорошо |
Плохо |
Отлично |
|
Алюминий, Al 99.5, AlMg 1-5 |
Плохо |
Плохо |
Отлично |
Плохо |
|
Отлично: материалы полностью совместимы и сварной шов очень прочный. Хорошо: материалы условно совместимы, качество сварного шва приемлемое. Плохо: материалы несовместимы, сварной шов отсутствует или очень непрочный. |
||||
Способы позиционирования метиза при сварке
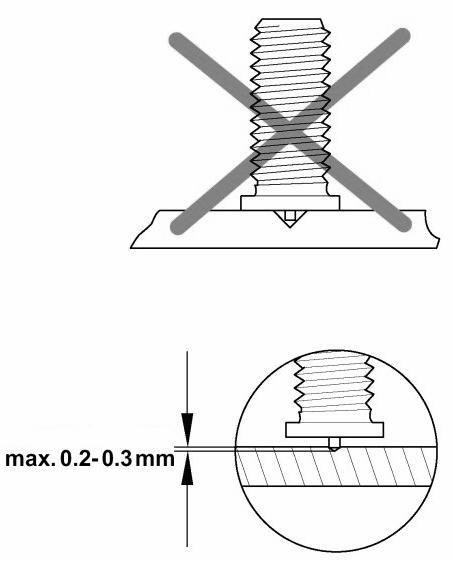
Сварка по «кернению»
Место сварки можно обозначать кернением рабочей поверхности. Так как процесс сварки начинается путем воспламенения сварочного кончика метиза, слишком глубокое кернение не обеспечит оптимальных условий сварки. Сварка или не произойдет совсем или качество сварки будет неприемлемым. Для качественной сварки кернение должно осуществляться на глубину не более 0,3 мм. Удобно для этих целей использовать специальный инструмент – автоматический керн.
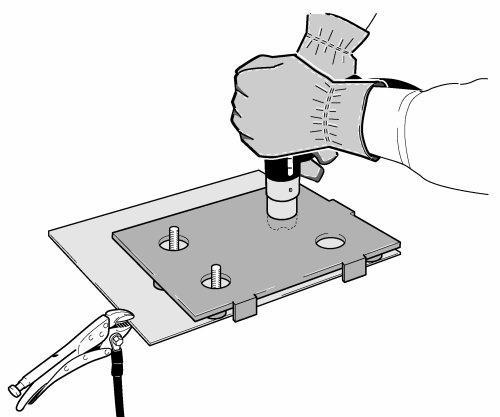
Сварка по шаблону
При массовом производстве для быстрой и точной сварки необходимо использовать шаблон. При этом на пистолете должна быть установлена центрирующая шайба.
Шаблон может быть изготовлен из любого негорючего материала, для исключения возможности возгорания, а между шаблоном и свариваемой поверхностью должен быть зазор не менее 3 мм для удаления сварочных газов и брызг расплавленного металла.
Последовательность выполнения сварки
- Подключите силовой блок FARADAY (Фарадей) к сети и заземлению.
- Подключите сварочный пистолет.
- Настройте пистолет как описано выше.
- Подключите блок питания к сети переменного тока.
- Настройте блок питания для приварки метизов, которые предполагается использовать.
- Вставьте сварочный метиз в цангу.
- Обеими руками возьмите сварочный пистолет и установите его в рабочую позицию на обрабатываемой детали и нажмите вертикально на поверхность обрабатываемого изделия.
- Спокойно держите сварочный пистолет и приведите в действие пусковую кнопку. Процесс сварки начат.
- После сварки вертикально снимите сварочный пистолет с приваренного болта, что позволит избежать расширения цанги.
- Проверьте результаты сварки согласно рекомендациям ниже.
- По окончании сварки отключите сварочную установку от сети и исключите вероятность эксплуатации некомпетентными лицами
Рекомендации по качественной сварке
- Убедитесь в наличии хороших электрических контактах в разъемах блока питания, креплении цанги в пистолете и клеммах заземления.
- Перед сваркой убедитесь, что сварочные кабели не образуют петель. Этим можно избежать сильных электромагнитных наводок при прохождении через них больших импульсных токов.
- Убедитесь, что клеммы заземления закреплены симметрично и не слишком близко к месту сварки. Это позволит избежать дефектов сварного шва, вызванного эффектом «выдувания дуги».
- Убедитесь, что обрабатываемые детали надежно закреплены и не прогибаются под давлением сварочного пистолета. Это особенно относиться к тонким листовым материалам.
- Место сварки должно быть зачищено до металла, недопустимо наличие в зоне сварки ржавчины, смазки или краски. Анодированные поверхности должны быть предварительно обработаны щелочью. Максимальная шероховатость зоны сварки не должна превышать 80 µm.
- Материалы свариваемых поверхностей должны быть совместимы (смотри таблицу совместимости материалов). Если есть сомнения в совместимости материалов необходимо провести пробные сварки с последующим контролем качества.
- Вокруг зоны сварки должно быть не менее 40 мм. свободного места для позиционирования пистолета или центровочной насадки.
- Убедитесь в правильных установках сварочного напряжения и настройке пистолета перед выполнением сварки.
- В момент сварки пистолет и обрабатываемая деталь должны быть неподвижны, и располагаться строго перпендикулярно относительно друг друга.
- Всегда делайте пробные приварки, что бы убедиться в правильности всех настроек.