
:format(webp)/eb836ce9f386c94.ru.s.siteapi.org/img/c77598c360613b108fc79e523950d79f1203ce7a.jpg "Аппарат конденсаторной сварки FARADAY")
:format(webp)/eb836ce9f386c94.ru.s.siteapi.org/img/de40db1d7562a2951d04a2349934ea0edd35094d.jpg "Комплектующие FARADAY (Фарадей)")








Аппараты конденсаторной сварки FARADAY используются в разных сферах: машиностроение, электротехника, электроника, производство ювелирных изделий, нефтесервис, пищевая промышленность, оружейное производство.
Каталог
Статьи
10 из 12 Подписаться на RSSОбласть применения технологии конденсаторной сварки

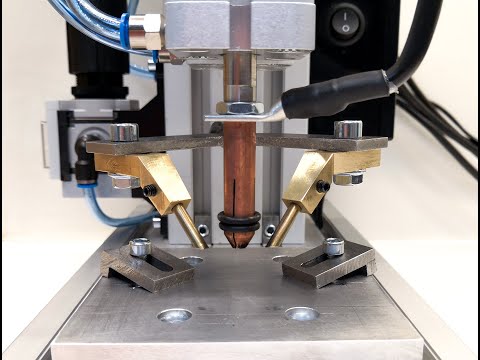
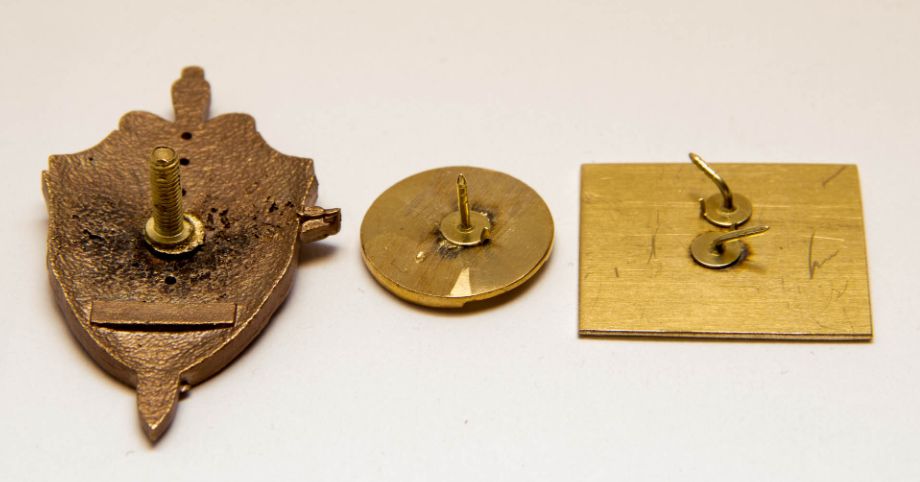
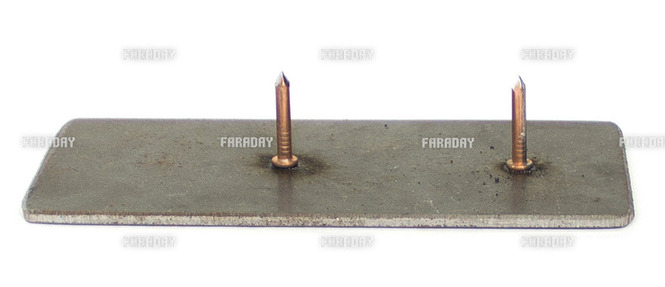
Приварка игл для крепления значков
Конденсаторная сварка позволяет производить монтаж фурнитуры (шпилек, игл, и пр.) к металлическому основанию (значкам, орденам и пр.).
Материал крепежа может быть сталь (черная, нержавеющая, никелировання, омедненная и пр., латунь, алюминий, серебро, золото). Основным преимуществом конденсаторной сварки является возможность приварки крепежа к тонколистовой стали (менее 1 мм) без видимых следов сварки с обратной стороны металла. В процессе сварки не происходит ни нагрев деталей, ни их деформация. Еще одним преимуществом конденсаторной сварки является высокая производительность.
Скорость ограничивается лишь временем вставки привариваемого элемента в сварочный держатель, а сам процесс приварки занимает доли секунды. Количество сварок составляет 20-30 штук в минуту.
Для конденсаторной сварки надо использовать специальные иглы и шпильки. Они должны иметь циллиндрический выступ малых размеров (менее 1 мм) в основании. Этот выступ служит запалом.



Игла с фиксатором

Игла без фиксатора

Шпилька с резьбой



Соединение с помощью конденсаторной сварки является прочным. При работе на излом крепеж на отваливается.




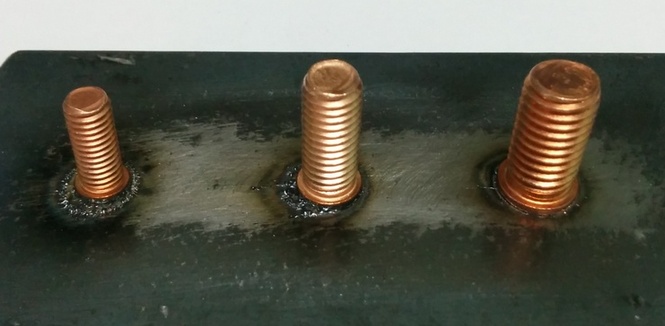
Фиксация выводов электрохимической защиты (ЭХЗ)
Аппараты конденсаторной сварки FARADAY применяются для фиксации выводов электрохимической защиты (ЭХЗ) к основанию магистральных газовых и нефтяных трубопроводов. Конденсаторная сварка позволяет осуществлять приварку крепежных элементов (как правило, шпилек) к любому стальному основанию за короткое время (0,001-0,003 секунды), при очень небольшой глубине провара (примерно 0,3 мм). Прочность соединения при этом остается высокой – при нагрузках деформируется само тело крепежного элемента, а не место сварки. Сами шпильки могут быть выполнены из стали с покрытием (омеднение, никелирование и пр.) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
Одним из самых больших достоинств технологии является простота установки:
1. Сталь зачищается от окалины, ржавчины и грязи.

2. Прриварка шпилек конденсаторным разрядом.
3. Провидится монтаж выводов ЭХЗ.
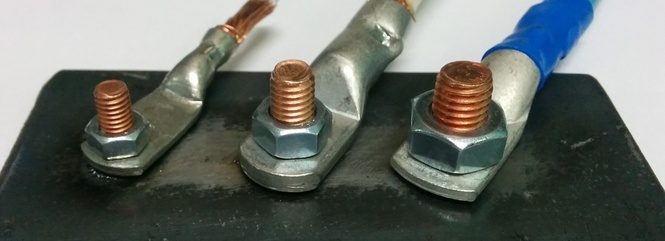
Приварные шпильки бывают со специальным увеличенным фланцем, для лучшего контакта:


Видео процеса установки: http://studwelding.ru/video#video-597379
Звезды с аллеи чемпионов на курорте "Роза Хутор"
В 2016 году на горнолыжном курорте «Роза Хутор» появилась Аллея олимпийских чемпионов.


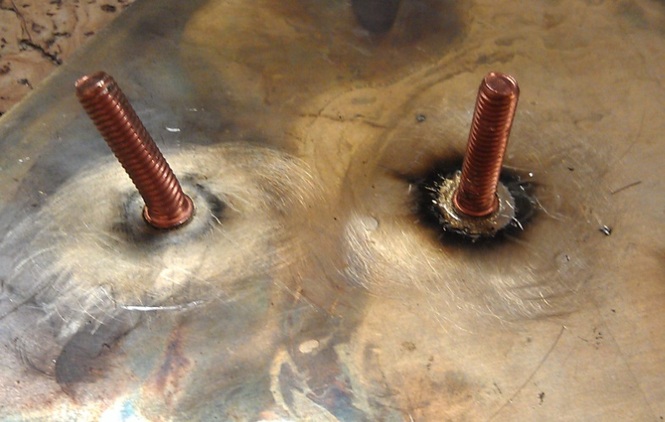
Изначально детали латунной звезды крепились к граниту при помощи двухкомпонентного эпоксидного клея. Спустя полгода детали отклеились и потребовалось изготовить альтернативное крепление. С обратной стороны к латунным деталям звезд были приварены стальные шпильки с помощью аппарата конденсаторной сварки FARADAY CD 1400.



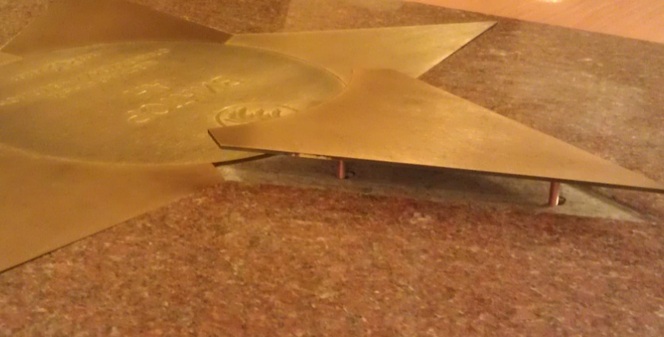

Конденсаторная сварка обладает отличительной особенностью, а именно, провар минимален и отсутствуют следы повреждения с обратной стороны основания, что особенно важно при работе с металлом малой толщины. Переделка звезд происходила непосредственно на объекте. Далее латунные детали были закреплены на гранитной плите и в таком виде были установлены на набережной курорта.
Прочность приварки конденсаторной сварки, несмотря на минимальный уровень провара, очень высокая: при нагрузках происходит деформация самой шпильки, а не места сварки. Материал шпилек может быть различным – сталь, нержавейка, латунь, алюминий.
Монтаж счетчиков тепла с помощью конденсаторной сварки
Одной из областей, где применяется конденсаторная сварка, является установка счетчиков тепловой энергии на радиаторы отопления. Монтаж счетчика производится на две приваренные шпильки диаметром М3 на требуемом расстоянии друг от друга. Краску перед сваркой необходимо зачистить до металла в тех точках, где будет происходить приварка крепежных элементов. Приварка шпилек конденсаторной сваркой используется для монтажа счетчиков тепла на панельные радиаторы и некоторые типы конвекторов. Необходимость применения именно конденсаторой сварки объясняется малым уровнем провара при установке крепежных элементов, что невозможно обеспечить другими видами сварки.

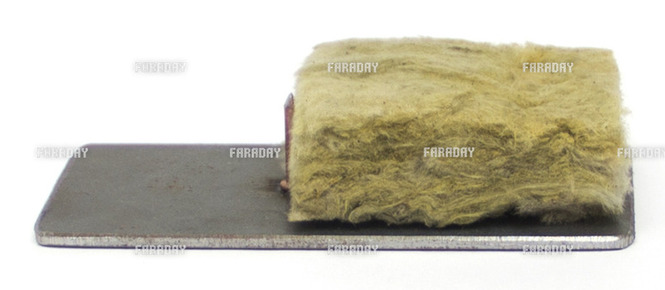
Монтаж изоляции с помощью конденсаторной сварки

Конденсаторная сварка часто применяется для монтажа изоляции на металлическую поверхность. В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота и надежность крепления. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
Наиболее распространенным способом является приварка изоляционных гвоздей с последующим закреплением изоляции фиксирующими шайбами. Монтаж происходит в 3 этапа:
1. На металлическую основу приваривается изоляционный гвоздь, имеющий специальный выступ и служащий запалом пи конденсаторной сварке. Гвозди бывают 2 и 3 мм в диаметре и до 200 мм в длину. В зависимости от толщины и плотности изоляционного материала на 1 квадратный
метр потребуется 1-5 гвоздей.
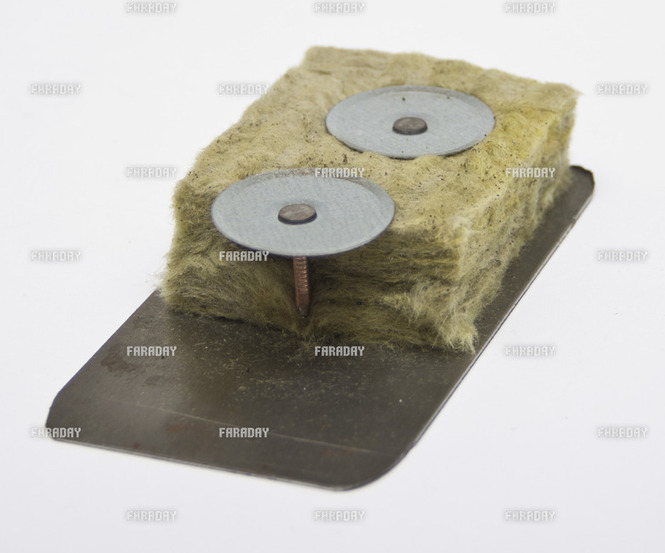
2. На приваренные изоляционные гвозди нанизывается подходящий изоляционный материал.

3. Изоляция фиксируется шайбами-фиксаторами, которые нанизываются на приваренные гвозди. Шайбы выполнены из пружинной стали, как правило, оцинкованной. Их достаточно насадить на гвоздь на 2-3 мм для прочного
закрепления. Шайбы могут быть выполнены как с пластиковым колпачком, так и  без него. Выступающая часть гвоздя может быть отрезана или загнута, если длина подобрана не точно.
без него. Выступающая часть гвоздя может быть отрезана или загнута, если длина подобрана не точно.

Для приварки гвоздей подойдет стандартный комплект оборудования FARADAY CD 1400
Монтаж изоляционного материала с помощью чашеобразных гвоздей CHP
 Конденсаторная сварка позволяет проводить монтаж изоляционного материала на металлическую поверхность.
Конденсаторная сварка позволяет проводить монтаж изоляционного материала на металлическую поверхность.
В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота, надежность крепления и эстетический вид. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
 При монтаже изоляционного материала чашеобразными гвоздями необходимо использовать сварочный пистолет CHP, комплектуемый магнитным держателем.
При монтаже изоляционного материала чашеобразными гвоздями необходимо использовать сварочный пистолет CHP, комплектуемый магнитным держателем.
Данный способ позволяет очень быстро произвести монтаж, поскольку приварка гвоздя осуществляется сразу сквозь изоляцию и не требует никаких дополнительных действий. При использовании чашеобразных гвоздей сохраняется эстетический вид после монтажа.


Что такое конденсаторная сварка
Конденсаторная сварка - способ сварки, при котором для нагрева соединяемых изделийиспользуют кратковременный мощный импульс тока, получаемый от батарей статических конденсаторов. Известно несколько разновидностей К. с.: сопротивлением (точечная, шовная, стыковая), ударная (стыковая)и др. К. с. особенно эффективна при соединении мелких деталей и металлических листов небольшойтолщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов иаппаратов, металлических игрушек, предметов галантереи и пр.
Источник: ссылка
Статья о конденсаторной сварке
Конденса́торная сва́рка (англ. Capasitor discharge welding) — разновидность контактной сварки. Осуществляется за счёт энергии короткого импульса тока при разряде батареи конденсаторов.
В СССР конденсаторная сварка появилась в конце 30-х годов XX века. Первоначально она использовалась преимущественно для соединения с металлическим листом различных крепёжных элементов: шпилек, втулок, гвоздей крепления изоляции, лепестков заземления. Позднее этот вид сварки получил широкое распространение для соединения мелких деталей и металла малых толщин в приборостроении и в производстве электронных компонентов. Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции.
Технологические особенности
Конденсаторная сварка является разновидностью контактной сварки, в которой на расплавление металла расходуется энергия, запасённая в конденсаторах большой ёмкости. Разряд конденсаторов, а следовательно и выделение накопленной энергии, происходит почти мгновенно (1—3 мс). Это минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединения.
По используемому оборудованию конденсаторную сварку разделяют на трансформаторную и бестрансформаторную. Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки.
По технологическим приёмам разделяют точечную, шовную и стыковую конденсаторную сварку.
- Точечная сварка обычно используется для выполнения соединений в электронной, электровакуумной технике и прецизионном приборостроении. Кроме того, точечная сварка может быть использована для соединений деталей с большим соотношением толщин.
- Шовная (роликовая) сварка обычно применяется для сварки чувствительных элементов мембранного или сильфонного типов и электровакуумных приборов. По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
- Стыковая сварка разделяется на сварку оплавлением и сопротивлением. Технологически при оплавлении разряд конденсатора за счёт повышенного напряжения возникает до непосредственного контакта свариваемых деталей, оплавляет их торцы, а само соединение происходит при осадке. В случае сварки сопротивлением разряд конденсатора происходит в момент контакта свариваемых торцов деталей.
Частным случаем конденсаторной сварки оплавлением является приварка крепёжных элементов: шпилек, втулок, гвоздей и т. п. Их диаметр обычно варьируется от 2 до12 мм. Обязательным условием является наличие в основании привариваемых элементов осевого выступа в виде цилиндра с диаметром от 0,6 до 0,75 мм и высотой от 0,55 до 0,75 мм. Это служит двум целям:
- Позволяет точно, по предварительному кернению, определить место приварки элемента на поверхности заготовки.
- Обеспечивает розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого элемента при осуществлении разряда конденсатора.
- Высокая производительность.
- Минимальная зона термического влияния за счёт высокой плотности энергии и краткости импульса.
- Прочность соединения.
- Простота технологии, не требующей высокой квалификации персонала.
- Равномерность нагрузки электросети при больших сварочных токах.
- Ограничения по максимальным сечениям.
- Необходимость специального оборудования.
Технология конденсаторной сварки
В процессе изготовления различной продукции из металлического листа, при монтажных работах и ремонте, возникает необходимость соединения различных деталей посредством сборки.
До настоящего времени на производствах в России используются устаревшие технологии. Вариантов немного. Это сверление отверстий под крепеж различного вида (болты с гайками, заклепки различного типа) или выполнение приварки болтов и гаек аргонно-дуговой сваркой или полуавтоматом с применением сварочной проволоки и защитного газа. В этих технологических процессах имеются существенные недостатки: во-первых, выполнение отверстий в несущих конструкциях ослабляет их прочность, во-вторых, во многих изделиях требуется герметичность, но с отверстиями достичь этого сложно, в-третьих, внешний вид любого прибора или оборудования будет испорчен наличием головок винтов или шляпок заклепок, ну и последнее, при сварке, особенно на тонком листе, появляются прожженные места, потемнение. Всех этих недостатков лишена технология приварки крепежа посредством конденсаторной сварки.
Конденсаторная сварка (Capacitor Discharge CD) – это возможность очень прочной и быстрой приварки крепежных элементов к тонколистовому металлу толщиной от 0.5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
Теория сварочного процесса конденсаторной сварки (CD).
В этом сварочном процессе электрическая энергия, накопленная в конденсаторной батарее большой емкости, разряжается через выступающий кончик основания привариваемого крепежного элемента. Период разряда длиться 1-3 мс. (0.001-0.003 секунд). Существует два способа приварки крепежных элементов методом конденсаторного разряда (CD).
Первый способ контактного типа включает следующие последовательные циклы:
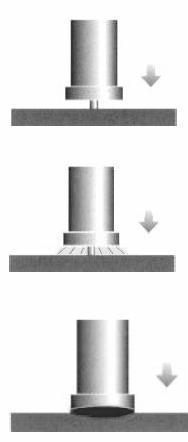
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
2. Запускается сварочный процесс и между основанием крепежного элемента и металлической поверхностью возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
3. Крепежный элемент после плавления выступающего кончика основания под действием силы пружины сварочного пистолета прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав.
Второй способ с предварительным подъемом крепежного элемента:
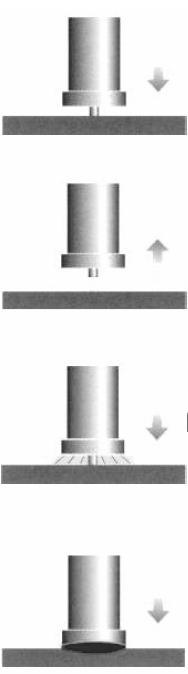
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет подъемного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается в сварочном пистолете.
2. В момент запуска процесса сварки, сварочный пистолет приподнимает привариваемый элемент над металлической поверхностью, за счет этого электрический контакт разрывается и на крепежный элемент подается электрический потенциал от конденсаторной батареи силового блока.
3. Приподнятый крепежный элемент под действием силы пружины в сварочном пистолете, опускается вниз и в момент касания выступающего кончика основания металлической поверхности появляется электрический контакт, возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
4. После плавления выступающего кончика основания крепежный элемент прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав
Конденсаторная сварка с использованием контактного способа применяется для приварки крепежных элементов из обычной и нержавеющей стали, а также латуни.
Конденсаторная сварка с использованием способа с предварительным подъемом крепежного элемента используется главным образом для приварки крепежа из алюминия, но также может быть использована для крепежа из стали, нержавеющей стали и латуни.
Стандартные типы привариваемых метизов
Для сварки методом конденсаторной сварки используются специиальные метизы, оснащенные специальным поджигающим кончиком. При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
- Позволяет точно определить место, где будет приварен метиз на поверхности заготовки по предварительному ее кернению;
- Обеспечения розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого метиза при прохождении через него конденсаторного разряда.